

Cómo el cuidado del pasaje se relaciona con este concepto y el rol de las lanzas térmicas en esta tarea…
El mantenimiento del Pasaje (Tap Hole) es fundamental para el funcionamiento eficaz del horno de fundición, ya que permite un drenaje adecuado de éste con una mínima interferencia del operador.
Un pasaje desgastado puede conducir a un flujo más violento, aumentando significativamente las emisiones de humo durante el sangrado y se corre el riesgo que se mezcle y pierda más metal en la escoria. Con el tiempo, se pueden formar ductos laterales y dañar el revestimiento alrededor del área de apertura (tapping). Esto puede transformarse en un problema operativo mayor y generar daños en las placas, lo que se traduce en un riesgo de seguridad considerable y causará pérdidas de producción significativas. Todo esto se suma a la pérdida de disponibilidad de la estación de sangrado debido a las mantenciones, las cuales, muchas veces hacen necesaria una detención del horno de fundición, disminuyendo la productividad general de la operación total.
Comúnmente se le atribuye gran parte de la responsabilidad del desgaste en los distintos componentes de la zona de tapping (insertos de grafito, ladrillos refractarios, placas de refrigeración, etc), al uso de lanzas de oxígeno tradicionales (pipes y pipes llenas de alambres).
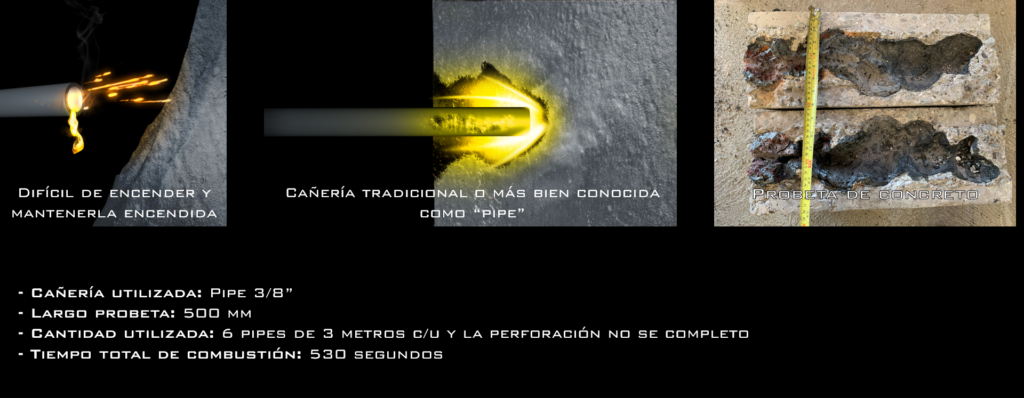
Al ser herramientas de baja precisión, su desempeño y estandarización en la operación depende mucho de la pericia del operador, lo cual, de igual forma generará daños en el pasaje y un incremento de la necesidad de mantención por parte de éste.
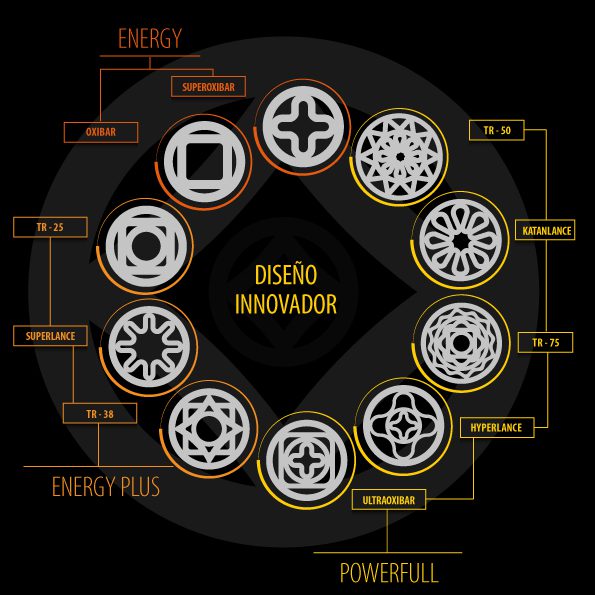
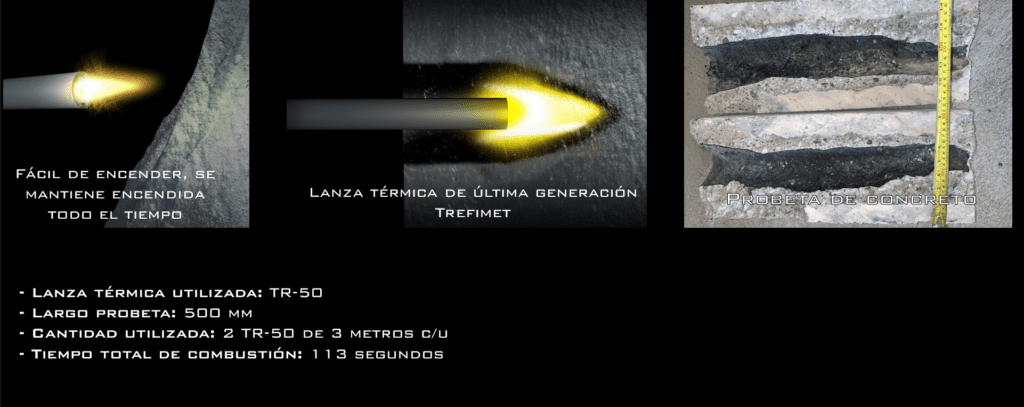
Para sobreponerse a este problema, es necesario utilizar herramientas de mayor precisión y que no tengan una dependencia tan fuerte de las habilidades de los operadores ni de las condiciones de trabajo de los hornos. Ante esto las lanzas térmicas Trefimet cumplen con estas características.
Las lanzas térmicas Trefimet, al mantenerse encendidas en todo momento, tienen la capacidad de avanzar por el pasaje sin la necesidad de tener que maniobrar con ellas ni ejercer un esfuerzo excesivo, solo manteniendo el contacto entre la lanza y el material que se quiere fundir. Esta ventaja permite al operador alinear la lanza térmica con el eje central de pasaje, lo que minimiza las posibilidades de generar nuevos pasajes de tapping aledaños al original y daños/perforaciones en insertos de grafito y placas de refrigeración.
Adicionalmente, las lanzas térmicas Trefimet se caracterizan por ser herramientas de energía térmica focalizada, lo que permite hacer una operación rápida y precisa. Debido a este último punto, esta herramienta es capaz de atravesar el pasaje hasta el material que se quiere evacuar, solo fundiendo el tapón y el producto que quedó en el pasaje de la sangría anterior, generando perfiles de apertura más parejos y aumentando la vida útil de los distintos componentes de la zona de tapping
Indudablemente estas ventajas permiten estandarizar y asegurar una operación precisa y rápida, quitando el impacto que pueda generar la pericia de los operadores en el estado del pasaje y su vida útil. La mayor disponibilidad de los equipos, mejor control de la operación de sangrado, disminución de tiempos de apertura y menores gastos operacionales relacionados con la mantención de la zona de tapping, impactan directamente en la producción general del horno, y, por lo tanto, de la fundición.